
Список M-Code та G-Code Mach3
Список M-Code та G-Code Mach3

Mach3 - це програмний пакет, який запускається на ПК і перетворює його на дуже потужний та економічний контролер верстата. Mach3 - це повнофункціональний контролер ЧПУ, що підходить для управління токарним і фрезерним верстатом, лазерною установкою, гравером з ЧПУ і т.д.
G-Code Mach3 список для фрезерного верстата
|
G-Code Mach3 |
Опис |
|
G0 |
|
|
G1 |
|
|
G2 |
|
|
G3 |
|
|
G4 |
Пауза |
|
G10 |
Налаштування початку системи координат |
|
G12 |
Кругла кишеня за годинниковою стрілкою |
|
G13 |
Кругла кишеня проти годинникової стрілки |
|
G15 / G16 |
Полярна координата переміщається до G0 та G1 |
|
G17 |
Вибір площини XY |
|
G18 |
Вибір площини XZ |
|
G19 |
Вибір площини YZ |
|
G20 / G21 |
Дюйм/міліметр |
|
G28 |
Повернутися додому |
|
G28.1 |
Базові осі |
|
G30 |
Повернутися додому |
|
G31 |
Переміщення осей у задану позицію |
|
G40 |
Скасувати компенсацію радіусу фрези |
|
G41 / G42 |
Пуск корекції радіусу фрези ліворуч/праворуч. |
|
G43 |
Застосувати корекцію довжини інструменту (плюс) |
|
G49 |
Скасувати корекцію довжини інструменту |
|
G50 |
Скиньте усі масштабні коефіцієнти на 1.0 |
|
G51 |
Установка масштабних коефіцієнтів введення даних осі |
|
G52 |
Тимчасові усунення системи координат |
|
G53 |
Переміщення в абсолютній системі координат верстата |
|
G54 |
Використовувати зміщення пристрою 1 |
|
G55 |
Використовувати зміщення пристрою 2 |
|
G56 |
Використовувати зміщення пристрою 3 |
|
G57 |
Використовувати зміщення пристрою 4 |
|
G58 |
Використовувати зміщення пристрою 5 |
|
G59 |
Використовувати зміщення пристрою 6 / використовуйте загальний номер пристрою |
|
G61 / G64 |
Точна зупинка/режим постійної швидкості |
|
G68 / G69 |
Повернути систему координат програми |
|
G70 / G71 |
Дюйм/міліметр |
|
G73 |
Постійний цикл - ступінчасте свердління |
|
G80 |
Скасування режиму руху (включаючи постійні цикли) |
|
G81 |
Постійний цикл - свердлування |
|
G82 |
Постійний цикл - свердління з витримкою |
|
G83 |
Постійний цикл - ступінчасте свердління |
|
G84 |
Постійний цикл - жорстке правостороннє нарізування різьблення |
|
G85 |
Стандартний цикл розгортання |
|
G86 |
Передбачуваний постійний цикл розточування |
|
G87 |
Передбачуваний постійний цикл зворотного розточування |
|
G88 |
Передбачуваний постійний цикл розточування |
|
G89 |
Постійний цикл розточування |
|
G90 |
|
|
G90.1 G91.1 |
Встановити режим IJ |
|
G91 |
|
|
G92 |
Координати зміщення та задані параметри |
|
G92.x |
Скасування G92 |
|
G93 |
Зворотний режим подачі часу |
|
G94 |
Подання за хвилину режим |
|
G95 |
Подання на зворотний режим |
|
G98 |
Повернення до початкового рівня після постійних циклів |
|
G99 |
Повернення рівня точки R після постійних циклів |
G-Code Mach3 список для фрезерного верстата
G-Code Mach3 Turn список для токарного верстата

|
G-Code Mach3 Turn |
Опис |
|
G0 |
Швидке позиціонування |
|
G1 |
Лінійна інтерполяція |
|
G2 |
Кругова/гвинтова інтерполяція за годинниковою стрілкою |
|
G3 |
Кругова/гвинтова інтерполяція проти годинникової стрілки |
|
G4 |
Пауза |
|
G10 |
Налаштування початку системи координат |
|
G12 |
Кругла кишеня за годинниковою стрілкою |
|
G13 |
Кругла кишеня проти годинникової стрілки |
|
G15 / G16 |
Полярна координата переміщається до G0 та G1 |
|
G17 |
Вибір площини XY |
|
G18 |
Вибір площини XZ |
|
G19 |
Вибір площини YZ |
|
G20 / G21 |
Дюйм/міліметр |
|
G28 |
Повернутися додому |
|
G28.1 |
Базові осі |
|
G30 |
Повернутися додому |
|
G31 |
Переміщення осей у задану позицію |
|
G40 |
Скасувати компенсацію інструменту |
|
G41 / G42 |
Пуск корекції радіусу інструменту |
|
G43 |
Застосувати корекцію довжини інструменту (плюс) |
|
G49 |
Скасувати корекцію довжини інструменту |
|
G50 |
Скиньте усі масштабні коефіцієнти на 1.0 |
|
G51 |
Установка масштабних коефіцієнтів введення даних осі |
|
G52 |
Тимчасові усунення системи координат |
|
G53 |
Переміщення в абсолютній системі координат верстата |
|
G54 |
Використовувати зміщення пристрою 1 |
|
G55 |
Використовувати зміщення пристрою 2 |
|
G56 |
Використовувати зміщення пристрою 3 |
|
G57 |
Використовувати зміщення пристрою 4 |
|
G58 |
Використовувати зміщення пристрою 5 |
|
G59 |
Використовувати зміщення пристрою / використовуйте загальний номер пристрою |
|
G61 / G64 |
Точна зупинка/режим постійної швидкості |
|
G76 |
Постійний цикл - нарізування гвинта |
|
G80 |
Скасування режиму руху (включаючи постійні цикли) |
|
G81 |
Постійний цикл - свердлування |
|
G82 |
Постійний цикл - свердлування з витримкою |
|
G83 |
Постійний цикл - ступінчасте свердлування |
|
G84 |
Постійний цикл - жорстке правостороннє нарізування різьблення |
|
G85 |
Стандартний цикл розгортання |
|
G86 |
Передбачуваний постійний цикл розточування |
|
G87 |
Передбачуваний постійний цикл зворотного розточування |
|
G88 |
Передбачуваний постійний цикл розточування |
|
G89 |
Постійний цикл розточування |
|
G90 |
Режим абсолютної відстані |
|
G90.1 G91.1 |
Встановити режим IJ |
|
G91 |
Режим інкрементальної відстані |
|
G92 |
Координати зміщення та задані параметри |
|
G92.x |
Скасування G92 |
|
G93 |
Зворотний режим подачі часу |
|
G94 |
Подання за хвилину режим |
|
G95 |
Подання на зворотний режим |
|
G98 |
Повернення до початкового рівня після постійних циклів |
|
G99 |
Повернення рівня точки R після постійних циклів |
G-Code Mach3 Turn список для токарного верстата
M-Code Mach3
|
M-Code Mach3 |
Опис |
|
M0 |
Зупинення програми |
|
M1 |
Додаткова зупинка програми |
|
M3 |
Закінчення програми |
|
M3 / 4 |
Обертання шпинделя за годинниковою стрілкою / проти годинникової стрілки. |
|
M5 |
Зупинити обертання шпинделя |
|
M6 |
Зміна інструменту (двома макросами) |
|
M7 |
Туман охолоджувальної рідини включений |
|
M8 |
Включити СОЖ |
|
M9 |
Вся охолоджувальна рідина вимкнена |
|
M30 |
Закінчення програми та перемотування назад |
|
M47 |
Повторити програму з першого рядка |
|
M48 |
Включити корекцію швидкості та подачі |
|
M49 |
Вимкнути корекцію швидкості та подачі |
|
M98 |
Підпрограма виклику |
|
M99 |
Повернення з підпрограми / повтор |
M-Code Mach3
G-Code Mach3 Як завантажити програму
Як завантажити програму обробки деталі з G-кодом (написану вручну або згенеровану програмним забезпеченням CAD/CAM) у Mach3 CNC.
1. Натисніть кнопку Завантажити G-Code .
2. З'явиться діалогове вікно відкриття файлу Windows.
3. Виберіть файл, який містить програму обробки деталі (коди g).

G-Code Mach3 Як завантажити програму
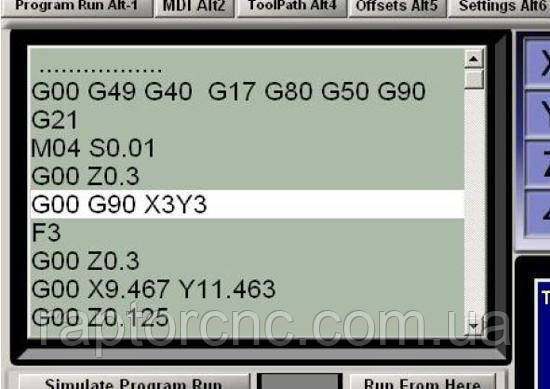
Коли файл вибраний, Mach3 завантажить та проаналізує код. Це згенерує для нього траєкторію, яка відображатиметься, та встановить програмні екстремуми. Завантажений програмний код з'явиться у вікні списку G-кодів.

Вікно списку G-коду
Ви можете прокручувати код, переміщуючи виділений поточний рядок, використовуючи смугу прокручування.

 Як він змінить твою роботу з ЧПК верстатом Автономний контролер DDCSv3.1Контролер DDCSv3.1 і пульт DDMPG – 3.1: Секрети підвищення точності та продуктивності ЧПК верстатівЯк він змінить твою роботу з ЧПК верстатом Автономний контролер DDCSv3.1
Як він змінить твою роботу з ЧПК верстатом Автономний контролер DDCSv3.1Контролер DDCSv3.1 і пульт DDMPG – 3.1: Секрети підвищення точності та продуктивності ЧПК верстатівЯк він змінить твою роботу з ЧПК верстатом Автономний контролер DDCSv3.1 Контролер DSP RichAuto: що це таке і навіщо він потрібен?DSP RichAuto що це таке і навіщо він потрібен?Контролер DSP RichAuto: що це таке і навіщо він потрібен?
Контролер DSP RichAuto: що це таке і навіщо він потрібен?DSP RichAuto що це таке і навіщо він потрібен?Контролер DSP RichAuto: що це таке і навіщо він потрібен?