
Лінійний рух G00 та G01
Лінійний рух G00 та G01
Лінійний рух G00 і G0 є найбільш поширеними видами руху, в програмах обробки деталей є прямолінійний або лінійний рух .
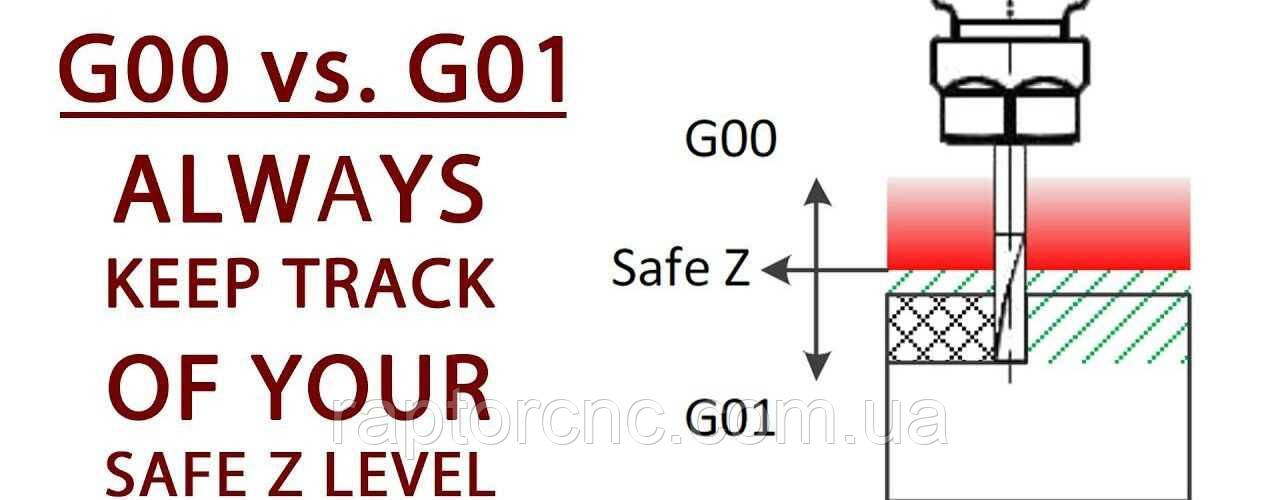
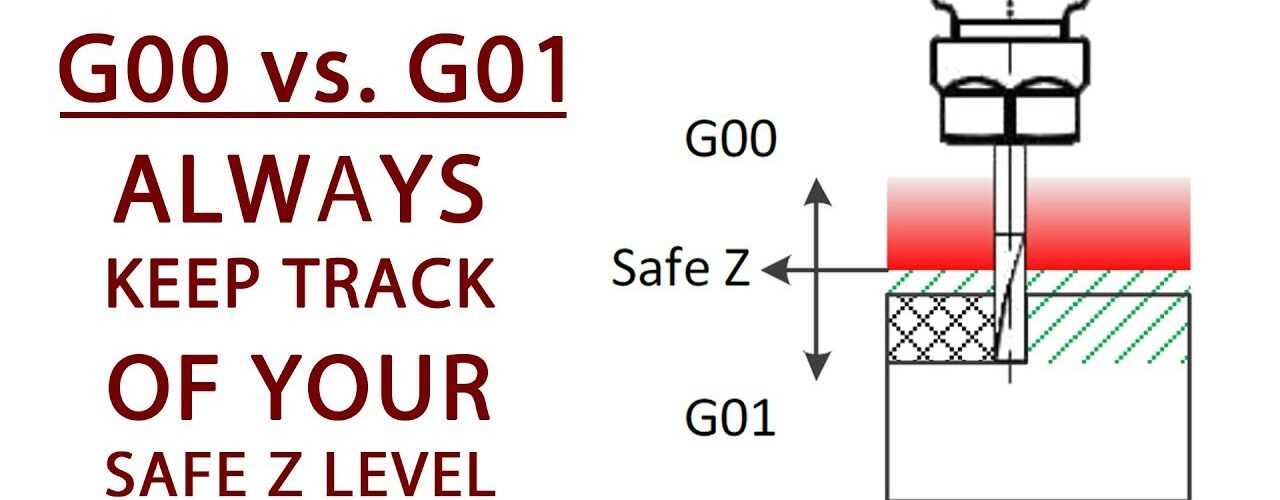
G00 для швидкого позиціонування, G01 для повільнішого руху різання
Для налаштування режимів лінійного руху призначено два коди. Швидкий рух вказує на вашу машину рухатися з максимально можливою швидкістю. G00 використовується для розміщення фрези біля місця, де ви хочете почати різання, але ми ніколи не вводимо різання з G00. Це може призвести до поломки фрези або, що ще гірше, верстата. Тому що пороги руху надто швидкі для будь-якого виду різання. Більшість контролерів запускаються з активним G00 під час першого увімкнення машини. Це пов'язано з тим, що програма обробки деталі повинна перемістити фрезу в положення біля розрізу, перш ніж ви зможете розпочати видалення матеріалу. Коли фреза готова і ви хочете виконувати рухи різання, зазвичай використовуєте G01 для завдання руху подачі. Старі машини можуть мати «собачу ногу» G00
Вкажіть швидкість подачі різання за допомогою слова «F» та швидкість обертання шпинделя за допомогою слова «S»
"F" від Feed означає "Швидкість подачі". Швидкість, з якою рухається фреза за активного режиму G01, називається швидкістю подачі. Ця швидкість сильно залежить від типу оброблюваного матеріалу, типу фрези, швидкості шпинделя і безлічі інших факторів. Слово швидкості подачі визначає швидкість подачі в дюймах за хвилину для британських контролерів і міліметрів за хвилину, якщо ваш контролер налаштований на метричну систему. Найпростіше визначити швидкість подачі за допомогою калькулятора подачі та швидкості, вони часто вбудовані в CAM системи наприклад PowerMill або F360 . Інший важливий параметр при налаштуванні різання - швидкість шпинделя, яка визначається словом «S». А поки врахуйте, що адреса «S» за замовчуванням – об/хв. Існують спеціалізовані режими, що дозволяють задавати швидкість шпинделя іншими способами. Мені подобається встановлювати слова F та S перед видачею G01. Команди G00 та G01 є модальними, тому ви встановлюєте їх, а потім не потрібно їх змінювати, доки вам не знадобиться інша швидкість чи подача. Перемикання між G00 та G01 або іншими видами руху також не впливає на налаштування F та S. Вказівка лінійного руху G00 та G01 за допомогою X, Y та Z Зверніть увагу, що проста вказівка G00 або G01 не викликає жодного руху - вони просто повідомляють контролеру, який тип руху очікується. Для фактичного руху вам необхідно вказати пункт призначення, використовуючи команди X, Y та Z. Ми вже говорили про те, як працює система координат, тому ви повинні бути добре знайомі з переміщеннями XYZ. Нагадуємо, що для переходу до нуля деталі ми можемо ввести таку команду: G00 X0Y0Z0 Ми також можемо зробити це так: G00 (або використовуйте G01, якщо хочете працювати повільніше) X0Y0Z0 Коли ми вказуємо кілька координат у рядку, ми одержуємо те, що називається інтерпольованим рухом. Це химерний термін означає, що одночасно рухається більше однієї осі верстата. Фактично, контролер буде переміщати їх усі з правильною швидкістю щодо один одного, так що фреза слідує прямої лінії до місця призначення і переміщається з подачею. Уявіть, що ви намагаєтеся виконати скоординоване переміщення трьома осями з точною швидкістю подачі на ручному верстаті. Я знаю хлопців, які можуть перемикати важіль перемикання передач на машині коліном, коли обидві руки зайняті (не рекомендується!), але ще не бачив, щоб машиніст виконував скоординоване переміщення по трьох осях за допомогою ручних маховиків! Якщо ми вкажемо те саме призначення, але розподілимо координати по кількох рядках, кожен рядок буде окремим переміщенням: G00 X0Y0 (перейти до X0Y0 за один хід, зберігаючи Z постійним) Z0 (перейти до Z0 за один хід, зберігаючи постійні X та Y) Пам'ятайте, що G00 та G01 є модальними, тому нам потрібно вказувати їх лише тоді, коли ми хочемо змінити режими.Обережно з Z!
Концепція інтерполованих переміщень порушує цікаву проблему осі Z . Часто рекомендується переміщати вісь глибини різання самостійно, а не як скоординований рух з іншими осями. Так легше визначити, чи виникне у вас проблема (зіткнення), оскільки фреза наближається до заготівлі та кріплення. Людському оку дійсно складно судити про рух по кількох осях, особливо якщо вам потрібно рухатися на великі відстані X і Y і на відносно меншу відстань Z. Спочатку рухаючись X і Y, а потім рухаючись Z, як показано на В наведеному вище Приклад набагато легше визначити, чи станеться випадкове зіткнення. У вас також набагато менше шансів зіткнутися з якимось випадковим предметом, що стирчить, наприклад затискачем.
Зворотною стороною цього підходу є те, що він може бути трохи повільнішим, ніж скоординований хід. Якщо ви намагаєтеся вичавити з роботи кожну секунду, почніть з двох ходів, а потім, коли ви впевнені, що робота йде гладко, оновіть програму під час наступного запуску.
Вхід у розріз
Хоча ви часто будете бачити програми та машиністів, які вводять фрезу прямо в матеріал, щоб почати різання, це не найкращий підхід для терміну служби фрези та якості поверхні. В ідеалі потрібно входити з якимось рухом по дузі, що поступово створює сили різання, замість того, щоб забивати прямо за допомогою будь-якого врізного різання. Це знижує ймовірність того, що ви зламаєте фрезу, особливо при роботі з твердішими матеріалами.
Для цього нам потрібно зрозуміти ходи дуги, що стане предметом нашого наступного розділу.

 Як він змінить твою роботу з ЧПК верстатом Автономний контролер DDCSv3.1Контролер DDCSv3.1 і пульт DDMPG – 3.1: Секрети підвищення точності та продуктивності ЧПК верстатівЯк він змінить твою роботу з ЧПК верстатом Автономний контролер DDCSv3.1
Як він змінить твою роботу з ЧПК верстатом Автономний контролер DDCSv3.1Контролер DDCSv3.1 і пульт DDMPG – 3.1: Секрети підвищення точності та продуктивності ЧПК верстатівЯк він змінить твою роботу з ЧПК верстатом Автономний контролер DDCSv3.1 Контролер DSP RichAuto: що це таке і навіщо він потрібен?DSP RichAuto що це таке і навіщо він потрібен?Контролер DSP RichAuto: що це таке і навіщо він потрібен?
Контролер DSP RichAuto: що це таке і навіщо він потрібен?DSP RichAuto що це таке і навіщо він потрібен?Контролер DSP RichAuto: що це таке і навіщо він потрібен?