
Повне коло. Приклад коду (G-code) програми ЧПУ для фрезерування
Повне коло. Приклад коду програми ЧПУ для фрезерування

Як фрезерувати повне коло? Нижче наведено приклад G-коду програми ЧПУ, який показує, як запрограмувати повне коло на фрезерному верстаті з ЧПУ.
Часто верстатам із ЧПУ доводиться виконувати такі компоненти, які вимагають обробки по повному колу, іноді всередині повного кола, іноді доводиться програмувати зовнішнє повне коло.
Цей приклад G-коду покаже вам, як запрограмувати повне коло ззовні.
N05 G00 X10 Y25 Z1 S1250 M3 N10 G01 Z-5 F100 N15 G02 X10 Y25 I20 J0 F125 N20 G00 Z100 M5 N25 X-20 N30 M30Пояснення коду
N05 Прискорене підведення інструменту (G00) до точки P01.
N10 Подача (G01) до Z-5
N15 Площина XY вибирається автоматично (G17). Інструмент рухається за годинниковою стрілкою по повному колу (G02).
N20/N25 Прискорений хід (G00) відведення.
N30 Кінець програми (M30).
Пояснення
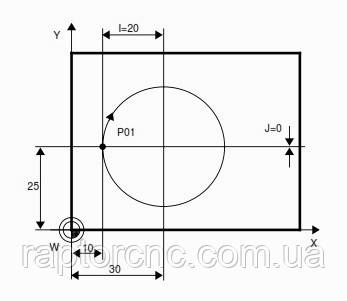
1: Початкова точка інструменту N05 X10 Y25, це точка P01.
2: Тепер нам потрібне повне коло, тому ми будемо використовувати G-код G02 або G03 з круговою інтерполяцією. Якщо вам потрібне коло за годинниковою стрілкою, ви будете використовувати G02, як показано в цій програмі, але якщо ви хочете коло проти годинникової стрілки, використовуйте G-код G03.
3: За допомогою G02 ми задаємо координати кінцевої точки кола, так як для повного кола початкова і кінцева точки залишаються тими ж, тому ми будемо використовувати ті ж координати X, Y
G02 X10 Y254: Тепер, щоб завершити G G02, ми повинні вказати координати центру кола, I – відстань від початкової точки кола до центральної точки кола по осі X. J — відстань від початкової точки кола до центральної точки кола по осі Y,
тому G02 X10 Y25 I20 J0, щоб показати, як вимірювати I та J, значення I та J наведені окремо на наведеному вище малюнку.

 Як він змінить твою роботу з ЧПК верстатом Автономний контролер DDCSv3.1Контролер DDCSv3.1 і пульт DDMPG – 3.1: Секрети підвищення точності та продуктивності ЧПК верстатівЯк він змінить твою роботу з ЧПК верстатом Автономний контролер DDCSv3.1
Як він змінить твою роботу з ЧПК верстатом Автономний контролер DDCSv3.1Контролер DDCSv3.1 і пульт DDMPG – 3.1: Секрети підвищення точності та продуктивності ЧПК верстатівЯк він змінить твою роботу з ЧПК верстатом Автономний контролер DDCSv3.1 Контролер DSP RichAuto: що це таке і навіщо він потрібен?DSP RichAuto що це таке і навіщо він потрібен?Контролер DSP RichAuto: що це таке і навіщо він потрібен?
Контролер DSP RichAuto: що це таке і навіщо він потрібен?DSP RichAuto що це таке і навіщо він потрібен?Контролер DSP RichAuto: що це таке і навіщо він потрібен?